热芯盒

热芯盒树脂砂的硬化速度主要取决于()
A.树脂性质
B.催化剂种类及加入量
C.芯盒温度
D.机器
热芯盒工艺中,呋喃I型树脂砂使用的潜硬化剂为();呋喃II型树脂砂所使用的潜硬化剂为()
属于铸造设备中的砂处理设备的是()。
A.多边筛
B.冷和热芯盒机
C.无箱射压造型机
D.抛砂机
热芯盒射芯机的选用,应根据()选择最适宜的射芯机。
A、砂芯重量
B、砂芯外形尺寸
C、砂芯外形尺寸及结构特点
D、生产情况需要
热芯盒树脂砂的保存期(可使用时间)取决于()
A.催化剂种类
B.催化剂加入量
C.原砂温度及湿度
D.生产安排
热芯盒工艺中的呋喃I型树脂砂的强度高低,主要决定于树脂本身的性质,但也与原砂质量、芯盒温度、混制质量等有关。
此题为判断题(对,错)。
某厂有几件重要的新品试制铸件砂芯,要求时间快、质量好,故选用()为宜。
A、手工合脂砂芯
B、热芯盒制芯
C、自硬砂芯
D、冷芯盒制芯
热芯盒树脂砂的硬化速度主要取决于()
A.树脂性质
B.催化剂种类及加入量
C.芯盒温度
D.机器
此题为多项选择题。请帮忙给出正确答案和分析,谢谢!
在砂芯生产批量大、几何形状复杂、尺寸精度要求高的情况下,应采用()为宜。
A.普通芯盒射芯制芯
B.自硬砂制芯
C.热芯盒或冷芯盒树脂砂芯
D.手工制芯
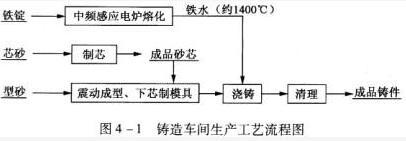
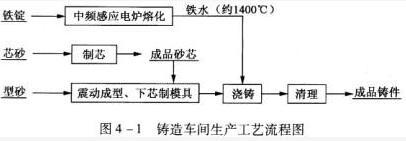
将以____作为粘结剂的芯砂,吹入或射入具有一定温度的金属芯盒内,进行快速制芯的工艺装备称为热芯盒。
A.粘土
B.植物油
C.水玻璃
D.热固性树脂
热芯盒树脂砂的保存期(可使用时间)取决于()
A.催化剂种类
B.催化剂加入量
C.原砂温度及湿度
D.生产安排
此题为多项选择题。请帮忙给出正确答案和分析,谢谢!